

手 机:189-6746-3003
网 址:www.jsaler.com
地 址:南京市溧水区永阳镇水保东路3号

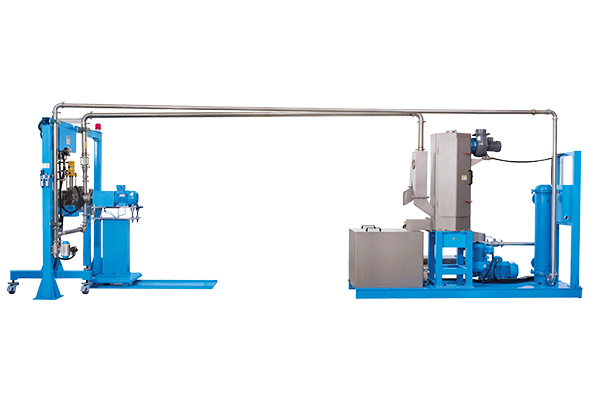
对于连续式密炼机, 两个转子之间的间隙相对较小, 附近双转子连续密炼机批发压砣迫使物料进入两个转子间和混炼室内, 使物料产生很大的应变变形, 从而产生很大的法向应力, 使胶料和金属表面之间产生良好的接触,提高了传热效率。无论是相切型密炼机还是啮合型密炼机,在转子顶部和混炼室侧壁表面之间形成高剪切区而产生类似的混炼效果。连续式的顶部比相切型转子的顶部具有大得多的表面, 所以连续式顶部和混炼室正面壁之间的热交换要好得多。附近双转子连续密炼机批发这种非常有效的热交换可以进行相对准确的温度控制, 同时在与连续式密炼机比较时, 很大的应变变形可以达到好的分散混炼的效果。
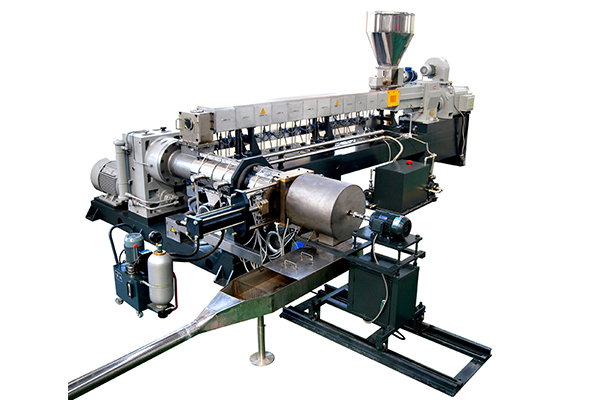
双螺杆挤出机不允许空车运转,以免螺杆和机简轧毛。机器启动空转时不允许超过100r/min;启动主机时先低速,启动主机后检查有无异常响动后再缓慢提高主机转速至工艺允许范围之内(能调节到稳定状态为好)。附近双转子连续密炼机批发新机磨合时,电流负荷应在60-70%,正常使用时的电流不超过90%。注意:挤出机运转时若发生不正常的声响时,应立即停车,进行检查或修理。开机先开油泵,关机后关油泵;水泵在整个生产过程中保持工作状态,不可以停止水泵的运转,以免机筒温度上升导致机筒内物料分解炭化;附近双转子连续密炼机批发主电机风机的石棉风罩需常清理,避免灰尘粘附过多堵塞风罩导致电机散热不够因过热而跳闸。及时清理机组表面的尘垢、工具及杂物。

连续密炼机安全操作规程:1. 附近双转子连续密炼机批发开车前必须检查混炼室转子间有无杂物,上下顶栓,翻板门,仪表,信号装置等的完好,方可准备开车。2.开车前必须发出信号,听到呼应确认无任何危险时,方可开车。3.投料前要先关闭好下顶栓,胶卷逐个放入,严禁一次投料,粉料要轻投轻放,炭黑袋要口朝下逐只向风管投送。4.附近双转子连续密炼机批发设备运转中严禁往混炼室探头观看,必须观看时,要用钩子将加料口翻板门钩住,将上顶栓提起并插上安全销,方可探头观看。5.操作时发现杂物掉入混炼室或遇故障时,必须停机处理。
一次性完成所有配合剂的加入而制备混炼胶的方法,常用于制备那些焦烧性能良好、不含或只含少量活性配合剂的胶料。附近双转子连续密炼机批发为使混炼中胶料温度不致上升过快,一般在连续密炼机中进行一段低速混炼。其方法是依次往塑炼好的生胶中加入配合剂(包括填料、操作油、硫化剂、促进剂等)。混炼周期根据胶料特性及转子转速而定。一段混炼时,一般在密炼机结束前约60s内加入硫化剂与促进剂,或是在排料后的下片在开炼机上加硫化剂与促进剂。但无论采用哪一种方式加入硫化剂与促进剂,附近双转子连续密炼机操作时的混炼胶温度必须控制在110度(硫磺与促进剂体系)或120度(DCP硫化体系)以下,以防胶料焦烧,并且要根据不同的硫化体系进行调整。

目前连续式密炼机使用的转子主要有下列四种:(1) 连续密炼机具有“ 软” 能量输入的转子。这种转子对螺棱长度及角度作了修改, 以改善分散混体。如果转子设计成由两部分组成,则将有效改善密炼机的热性能。(2) 附近双转子连续密炼机批发具有“ 高” 能量输入的转子。这种转子能减少混炼时间。为达此目的, 主转子的螺棱长度加长, 以迫使胶料越过螺棱顶部( 被称为全四棱转子)。(3) 改善分布混炼的转子。改变了转子螺棱长度, 从而改善了从混炼室正面壁到正面壁和转子到转子的物料输送。要做到这一点的一个方法是限度地加长转子长棱, 使物料强烈地输送到正面壁,在转子凸棱的联合作用下,达到强烈的分布混炼( 如Krupp 的H-swir1 转子)。(4) 凸棱需要定位的转子(ST 转子)。附近双转子连续密炼机批发通常相密炼机的两个转子以略有速度差的方式工作, 所以两个转子的凸棱的位置彼此始终在变化, 而这种转子的几何形状需要一定, 且凸棱彼此而配置恒定,必须在等速条件下操作才有效(即Farre1 的ST 转子)。

双螺杆挤出机的工作过程:附近双转子连续密炼机批发塑料物料从料斗进入到挤出机,在螺杆的转动带动下将其向前进行输送,物料在向前运动的过程中,接受料筒的加热、螺杆带来的剪切以及压缩作用使得物料熔融,因而实现了在玻璃态、高弹态和粘流态的三态间的变化。双螺杆实验机在进行加压的情况,使得处于粘流态的物料通过具有一定的形状的口模,然后根据口模而成为横截面和口模样子相仿的连续体。附近双转子连续密炼机批发继而冷却定型形成玻璃态,由此得到所需加工的制件。


